行车轮锻件在锻造的时候有许多需要注意的地方例如使用45#钢锻造行车轮,首先得将其原材料加热锻造成形后进行粗车直径留2mm 余量待热处理后在精车完成。之后使用热处理工艺进行调质(淬火+回火)装炉方法:垂直悬挂入炉淬火:加热温度820---850 度,保温0.5---1 小时出炉,入水后,工件宜动不宜静,应按照工件的几何形状,作规则运动。当水中的工件温度至300 度左右时,即可出水空冷(如能油冷更好)。回火:钢淬火后的高温回火,加热温度通常为560~600℃,保温1-2 小时,然后出炉空冷。
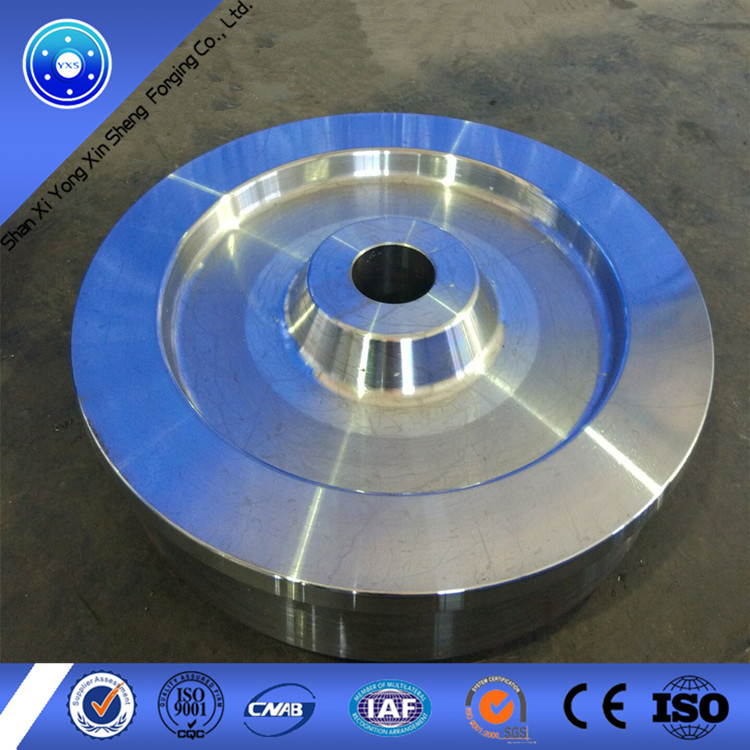
行车轮锻件是比较容易损坏的部件,根据行车的使用特点,要求行车轮踏面有较高的硬度,并且有一定的淬层深度和过渡层,以提高承载能力、耐磨性和抗接触疲劳的性能。同时,要求其基体组织要有良好的综合力学性能和良好的组织状态,硬度应达到HBS187-229,使之具有高的韧性,提高抗冲击性能和抗开裂性能。
山西永鑫生锻造可按图纸尺寸、化学成分、技术要求锻造、机加工、热处理、同步完成,出口车轮锻件材质可咨询定制。

