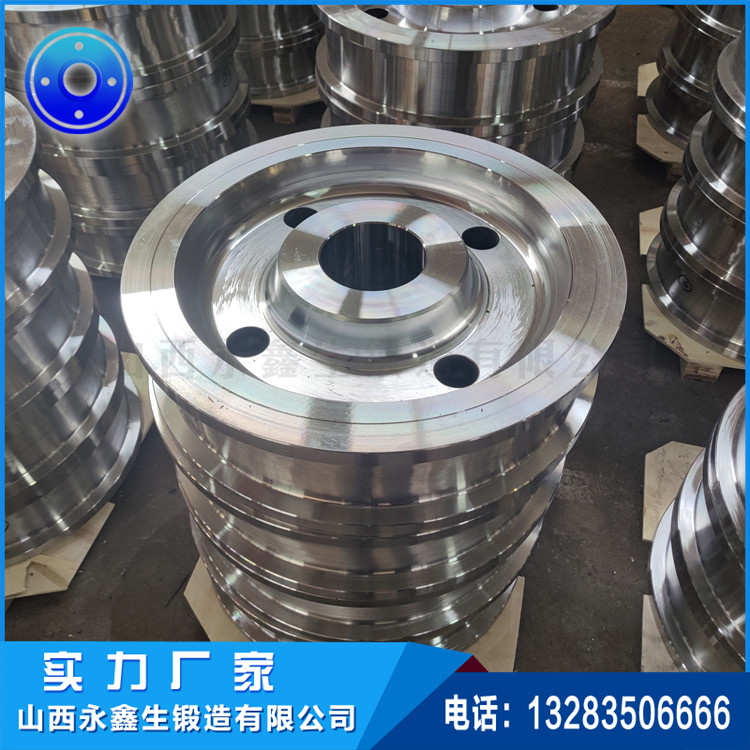
今天我们来了解一下起重机车轮锻件自由锻工艺规程,按照以下步骤,严格遵守,可以很大的提高起重机车轮锻件的质量。
起重机车轮锻件图的制订和绘制:起重机车轮锻件图是编制锻造工艺、设计工具、指导生产和验收车轮锻件的主要依据,也是与后续机械加工工艺有关的技术资料。它是在零件图的基础上考虑了加工余量、锻件公差、锻造余块、检验试样及工艺夹头等因素绘制而成。
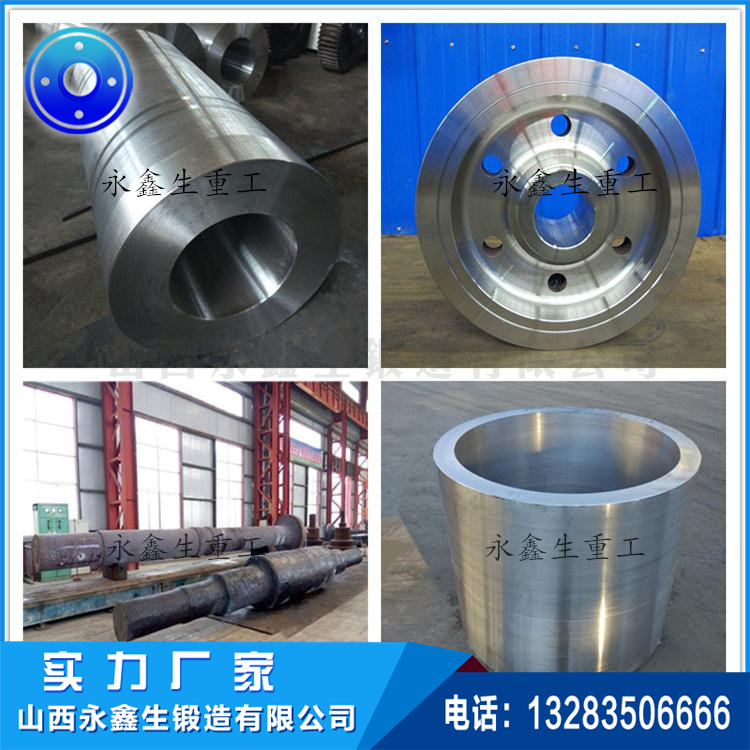
坯料质量和尺寸的确定:起重机车轮锻件自由锻用原材料有两种:一种是钢材、钢坯、另一种是钢锭;坯料尺寸的确定:坯料尺寸与锻件成形工序有关,采用的工序不同,计算坯料尺寸的方法也不同。
变形工艺过程的制订:起重机车轮锻件成形必须采用的基本工序、辅助工序和修整工序,以及各变形工序的顺序和中间坯料尺寸等。制订变形工艺是编制自由锻工艺规程重要的部分。对于同一锻件,不同的工艺规程会产生不同的效果。有的能使变形过程工序少、时间短,并能保证车轮锻件的各部分尺寸;而有的则相反,不仅工序多,耗时多,而且起重机车轮锻件尺寸也较难保证。
锻造比的确定:锻造比(简称锻比)是表示起重机车轮锻件变形程度的一种方法,也是保证起重机车轮锻件质量的一个重要指标。锻比的大小能反映锻造对起重机车轮锻件组织和力学性能的影响。
自由锻造设备吨位计算与选择:自由锻常用设备为锻锤和水压机。这类设备虽无过载损坏问题,但若设备吨位选得过小,则锻件内部锻不透,而且生产效率低;反之,若设备吨位选得过大,不仅浪费动力,而且由于大设备的工作速度低,同样也影响生产率和锻件成本。因此,正确选择锻造设备吨位是编制工艺规程的重要环节之一。

