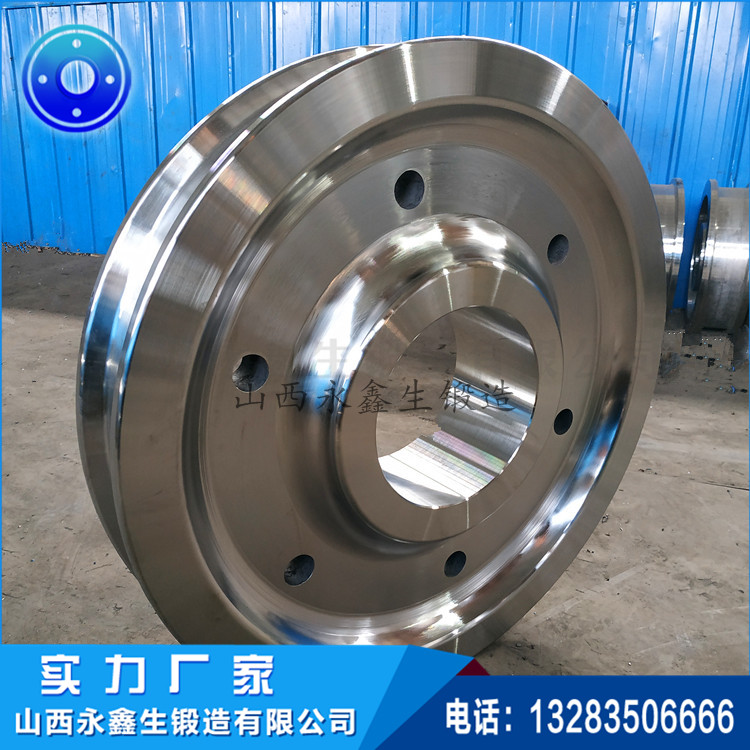
车轮锻件的样式和尺寸应合乎锻件图的规定。锻件图上规定的机器加工余量及余块,按GB/T15826.1-1995锤上钢质解放锻件机器加工余量普通要求、GB/T12362-1990尺度规定确定。
车轮锻件表面若有裂纹、折叠、锻伤、夹层、结疤、夹渣等缺陷,按下列规定执行。
需求机器加工的锻件表面,经过搜检确认缺陷深度,能包管留有机器加工余量50%以上时,容许不清除,但需经用户和议。
不再进行机器加工的锻件表面,整修处的非常大深度不得超过该处尺寸的下偏差,且整修处必须腻滑。
锻件的表面缺陷深度超过机器加工余量时,若需补焊必须获得用户和议。在完全清除缺陷以后按得当的补焊规程进行补焊,补焊的品质要合乎用户对锻件的要求。
锻件表面是否要清算以及清算技巧,由用户与生产单元在订货时协议。
生产单元应包管锻件没有白点。当在一个锻件上发现白点时,则与该锻件同一炉钢并同一炉热处分的整批锻件,均应逐一进行白点搜检。

锻件可直接用钢锭生产,但钢锭应选定镇静钢,必须标明炉号,并附有检验及格证明书。锻件可以用轧钢或钢锭锻造成的钢坯制成,这些钢材必须具有及格证书。
锻件厂家对无及格证书的钢锭、钢坯和钢材,必须按相关的材料尺度进行复检,确定及格以后才能应用。生产单元必须按用户图样规定的钢号生产锻件。如需代用,必须征得用户和议并出具书面文件。
以上就是这篇文章主要给大家讲述的内容,希望对大家能够有所帮助。选择永鑫生,选择品质!

