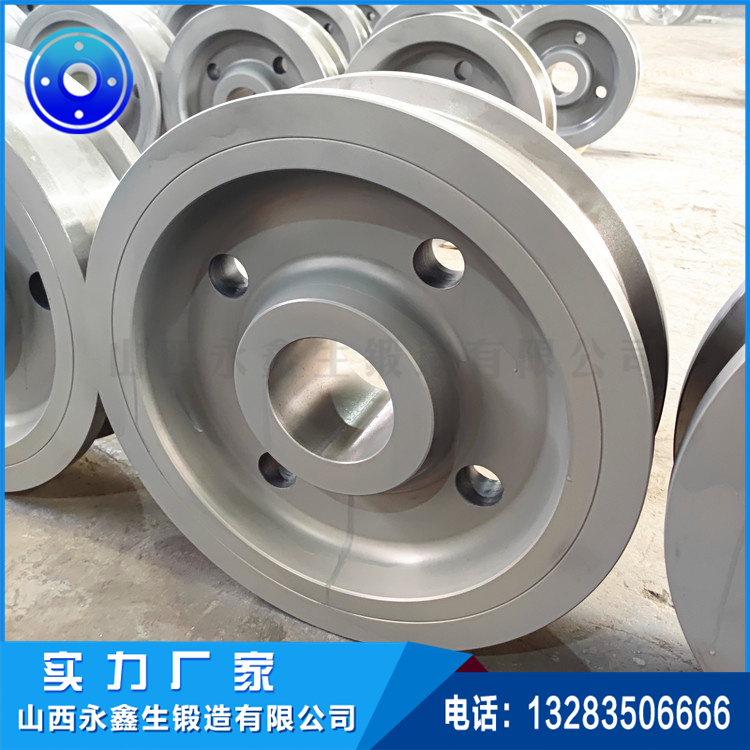
起重机车轮锻件冷却是锻造工艺过程中必不可少的工序。生产中由于锻后冷却不当,常使锻件翘曲,表面硬度升高,甚至产生裂纹。为保证锻件质量,锻件常用的锻后冷却方法有以下几种。
空冷:将锻后的锻件放在空气中冷却(但放置锻件的地方不应有强烈的气流并且应保持干燥)。此方法冷却速度较快,适合于低、中碳钢及合金结构钢的小型锻件。
坑冷:将锻后的锻件埋人充填着导热性较小的砂子、炉渣、石灰或石棉的地坑中进行冷却,这种冷却方法速度较慢,适用于中碳钢、合金工具钢及大多数低合金钢的中型锻件,而碳素工具钢锻件需先空冷至700℃~650℃后,再坑冷。
炉冷:将维后的锻件立即放入500℃~700℃的加热炉中,随炉冷却。这是一种***缓慢的冷却方法,适合于中碳钢及低合金钢的大型锻件和高合金钢的重要零件。

在一般情况下,钢中含碳量及合金元素的含量越高,体积越大,形状越复杂,冷却速度应该越缓慢。
山西永鑫生重工股份有限公司,是一家拥有三十年精工锻造经验的企业。多年来专注于锻造各类金属制品,在起重机车轮锻件锻造加工领域,始终秉持专业、精细的原则,为客户提供高品质的产品。

